
车床编程实例一
车床编程实例一
图 3.1.1 半径编程
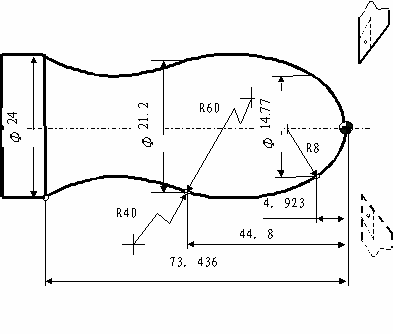

%3110 (主程序程序名)
N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置) N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转) N3 M98 P0003 L6 (调用子程序,并循环 6 次)
N4 G00 X16 Z1 (返回对刀点)
N5 G36 (取消半径编程)
N6 M05 (主轴停)
N7 M30 (主程序结束并复位)
%0003 (子程序名)
N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)
N2 G03 U7.385 W-4.923 R8(加工 R8 园弧段) N3 U3.215 W-39.877 R60 (加工 R60 园弧段) N4 G02 U1.4 W-28.636 R40(加工切 R40 园弧段) N5 G00 U4 (离开已加工表面)
N6 W73.436 (回到循环起点 Z 轴处)
N7 G01 U-4.8 F100 (调整每次循环的切削量)
N8 M99 (子程序结束,并回到主程序)
作者:西部车床,如若转载,请注明出处:https://www.lathe.cc/2023/12/2097.html
相关推荐
-
英制和米制输入指令G20、G21——数控铣床编程
G20表示英制输入,G21表示米制输入。G20和G21是两个可以互相取代的代码。机床出厂前一般设定为G21状态,机床的各项参数均以米制单位设定…
-
螺纹铣刀编程
螺纹铣削的程序 螺纹铣削的程序,是可以通过多种方法可以编出来的。可以根据机床内部的固定模式就可以得到,也可以利用软件来编程,这样的程序是人工编不出的,因为精确到了小数点的后四位。还…
-
跳转移加工G25——数控铣床编程
格式:G25 Nxxxx.xxxx.xx Nxxxx: 跳转移加工程序开始时的程序段号。 xxxx: 跳转移加工序结束时的程序段号。 xx:循环次数,最多允许两位01…99 说明:…
-
数控铣床自动机械原点复归指令:G28
指令格式:G28 X__Y__Z__; 其中X、Y、Z是指中途点坐标位置。 此指令的功能使刀具以快速定位(G00)移动回到机械原点。其目的是指出一条安…
-
缩放指令G50、G51的功能,加工变成举例
缩放功能G50、G51 格式:G51 X_Y_Z_P_; ┇ G50; 式中: G51: 建立缩放; G50: 取消缩放; X、 Y 、Z: 缩放中心的坐标值; P: 缩放倍数; …
-
数控编程指令G90 G9的使用注意事项
表示运动轴的移动方式。使用绝对坐标指令(G90)编程时,程序段中的尺寸数字为绝对坐标值,即刀具所有轨迹点的坐标值,均以程序原点为基准。相对坐标指令(G91)编程时,程序段中的尺寸数…
-
子程序调用M98编程举例
编程时,为了简化程序的编制,当一个工件上有相同的加工内容时,常用调子程序的方法进行编程。调用子程序的程序叫做主程序。子程序的编号与一般程序基本相同,只是程序结束字为M99表示子程序…
-
数控铣削编程实例(FANUC系统)图解教程
铣削编程实例(FANUC系统) N01 G90 G17 G00 G42 D01 X50 Y70 S400 M03 M08; N02 Z-240 N03 G01 X400 F250 …
-
绝对坐标输入方式G90指令和增量坐标输入方式G91指令 编程举例
指令格式:G90 G91 指令功能:设定坐标输入方式 指令说明: (1…
-
数控铣床铣圆怎么编程
数控铣床铣圆一般操作的话,宝元数控系统铣床 在手动编辑里面编制程序就行了 G02顺时针方向圆弧切削 G03逆时针方向圆弧切削 一般基本都用G03逆时针切削视为顺铣切削…